Le caratteristiche del materiale variano a seconda della direzione della laminazione; La materia non reagisce allo stesso modo se il pezzo viene piegato longitudinalmente o perpendicolarmente rispetto all'orientamento della fibra; E alcuni materiali sono più sensibili, come ad esempio l'alluminio, altri meno, come l'inox.
Bisogna tenere conto del fatto che la fibra è più o meno rigida a seconda del senso scelto:
- Quando un pezzo viene piegato in senso opposto a quello della laminazione, la resistenza opposta alla piegatura è maggiore. E la pressione applicata per riuscire a conservare lo stesso angolo dev'essere quindi più forte, a causa del ritorno elastico, più potente.
- Invece, quando la piegatura viene realizzata seguendo longitudinalmente le fibre, la materia ha un rischio maggiore di «rottura», perché il ritorno elastico è meno rilevante e la piegatura più regolare.

Foto : copyright AIMM
Una soluzione possibile: piegare i pezzi a 45° rispetto al senso della fibra
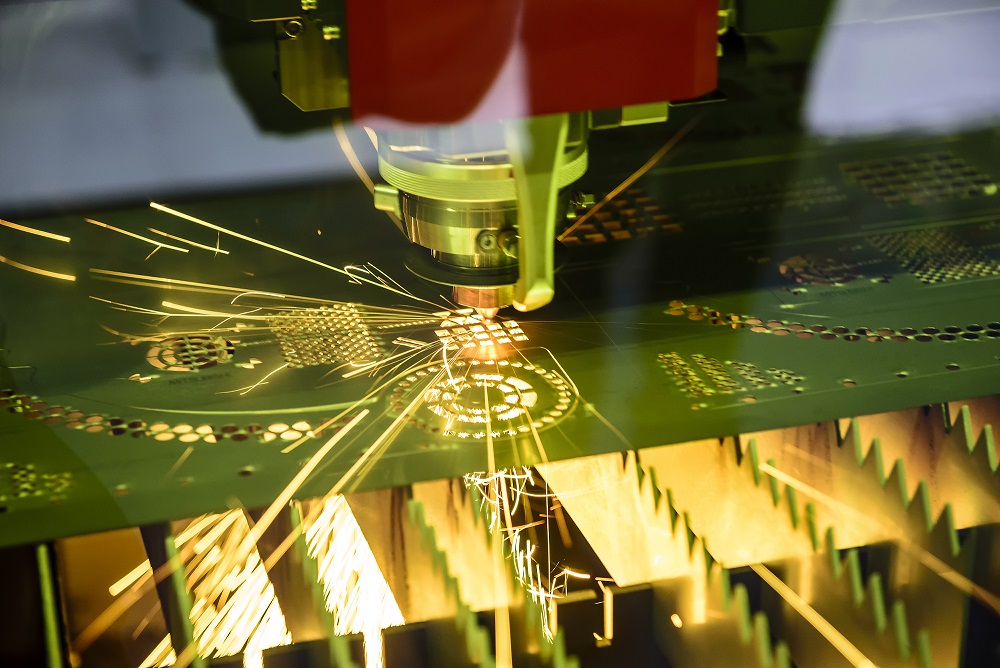
 Gli industriali che producono pezzi con alte esigenze, come ad esempio nel campo dell'aeronautica, sfruttano i limiti e i vantaggi del fattore dell'orientamento della laminazione tagliando i pezzi «a 45°». C'è però da dire che la scelta della piegatura «à 45°» va spesso ad aumentare la percentuale di sfridi, dato che è più difficile ottimizzare il nesting al momento del taglio.
Gli industriali che producono pezzi con alte esigenze, come ad esempio nel campo dell'aeronautica, sfruttano i limiti e i vantaggi del fattore dell'orientamento della laminazione tagliando i pezzi «a 45°». C'è però da dire che la scelta della piegatura «à 45°» va spesso ad aumentare la percentuale di sfridi, dato che è più difficile ottimizzare il nesting al momento del taglio.
Tagliare un pezzo «a 45° rispetto al senso della laminazione» significa che la fibra è posizionata a 45° rispetto alle piegature, cosa che permette una resistenza costante su tutta la lunghezza della piegatura. La riproducibilità e la stabilità meccanica del pezzo ne risultano migliorate.«Quando produciamo per l'aeronautica» spiega Pierrick Grand – Extratole «tagliamo sistematicamente i pezzi a 45 gradi rispetto al senso della fibra per poter soddisfare le esigenze di precisione del settore. Nella maggior parte degli altri casi preferiamo ottimizzare il rendimento del materiale effettuando il nesting senza vincolare il senso di rotazione dei pezzi.»
 Il posizionamento a 45° permette inoltre di ottenere un angolo di piegatura regolare, con un'impostazione unica per tutte le piegature identiche. Per fare un paragone, volendo piegare una scatola precedentemente tagliata «a 90° rispetto al senso della fibra», le impostazioni necessarie saranno due: una per realizzare le 2 piegature che si trovano longitudinalmente rispetto alla fibra, un'altra per le 2 piegature perpendicolari.
Il posizionamento a 45° permette inoltre di ottenere un angolo di piegatura regolare, con un'impostazione unica per tutte le piegature identiche. Per fare un paragone, volendo piegare una scatola precedentemente tagliata «a 90° rispetto al senso della fibra», le impostazioni necessarie saranno due: una per realizzare le 2 piegature che si trovano longitudinalmente rispetto alla fibra, un'altra per le 2 piegature perpendicolari.
«Per limitare gli inconvenienti legati al senso di laminazione e al ritorno elastico» aggiunge Gerrit Gerritsen – Bystronic «il raggio del punzone dev'essere almeno pari allo spessore del foglio. In questo modo si ottengono meno scarti, meno perdite e quindi un numero maggiore di pezzi utili.»
La piegatura va preparata già in fase di taglio

Copyright Bystronic È importante preparare la fase della piegatura già a monte, durante il taglio.
Se si sceglie un posizionamento a 45°, l'obiettivo sarà quello di vincolare il nesting per ottenere, in fase di piegatura, il miglior livello di resistenza e di costanza possibile.
E inversamente, se si vuole privilegiare il rendimento della materia, il nesting non dovrà tenere conto del senso di laminazione.Clément Contet - Arcode precisa che «in quest'ultimo caso, il piegatore dovrà verificare il nesting del laser o della punzonatura per vedere com'è stato effettuato il taglio dei pezzi. Se ci sono pezzi tagliati in entrambi i sensi rispetto alla laminazione, l'operatore dovrà verificare che si resti nella soglia di tolleranza.»
Ne consegue che può essere molto utile verificare i pezzi subito dopo il taglio, dividendoli a seconda del senso di laminazione, per poter così ridurre il rischio di errore o di scarto. In questo modo calano anche i cicli della pressa piegatrice, perché il piegatore dovrà dedicare meno tempo alla preparazione.
Copyright - la riproduzione senza autorizzazione scritta di Metal-Interface è vietata
Contenu